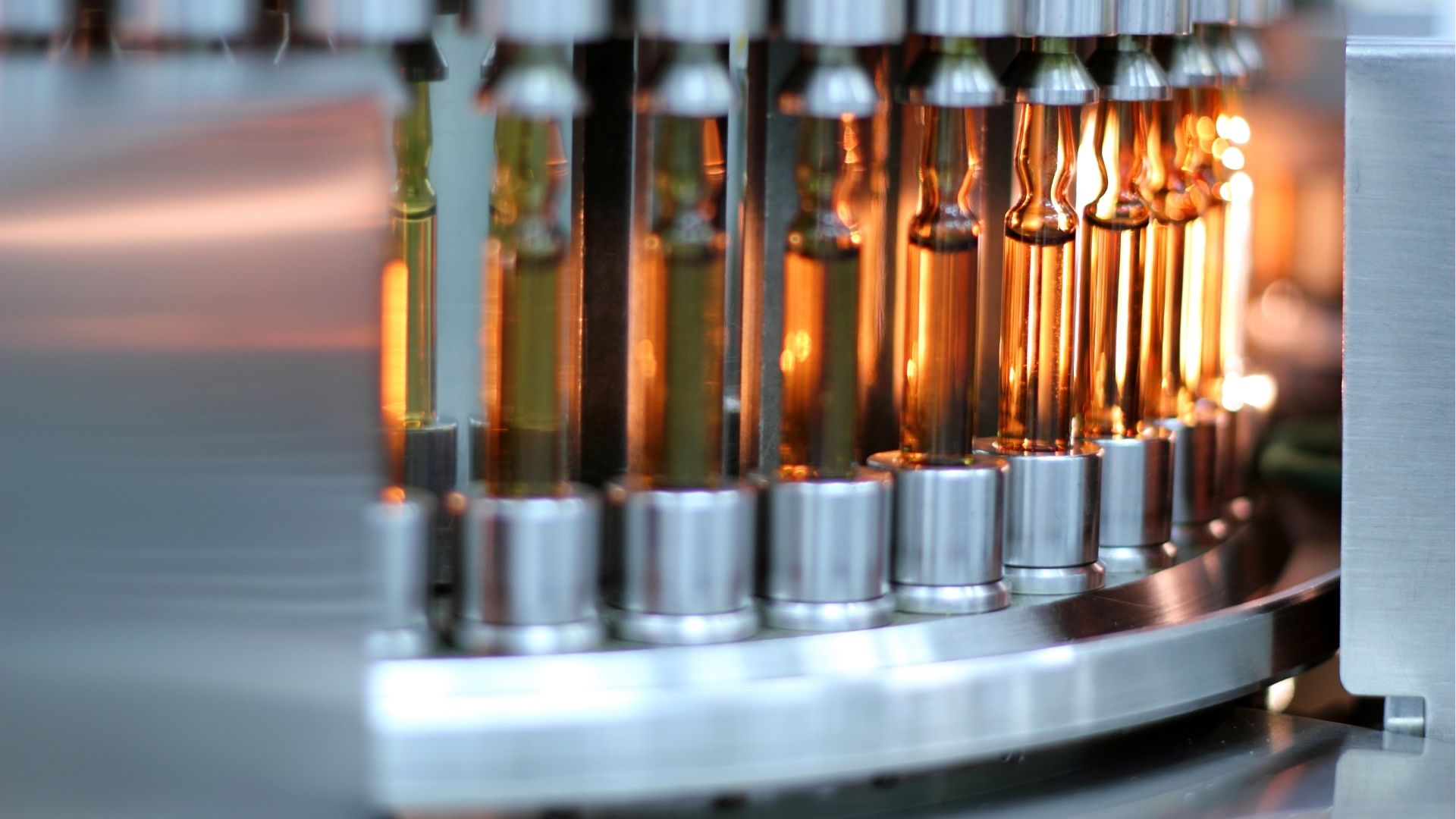
The pharmaceutical and medical sectors have extremely high standards for hygiene, reliability and accuracy. Products such as glass ampoules, vials and medical devices are often sterilized or disinfected in specially equipped production lines. Conveyor belts in these processes must be resistant to heat, steam and chemicals, while at the same time ensuring clean and stable transport.
In order to meet these stringent requirements, the choice of materials and design of transport solutions is crucial. Conveyor belts and components must not only withstand the harsh conditions of sterilization processes, but also offer long-term precision and reliability. In addition, cleanability, ease of maintenance and minimal risk of contamination play a central role. Innovative solutions ensure that production processes run continuously, safely and efficiently, so that high-quality medical products reach the end user with maximum certainty.
Our conveyor belts support the most important processes in pharmacy and medical devices:

.gif)